


| Installation and Technical Key Points of A Large 4th-Axis Rotary Table |
 |
In CNC machining, a 4th-axis rotary table is an essential component that enables efficient multi-face machining of complex parts. It not only enhances angular flexibility but also determines machining speed, precision, and overall stability. In this article, we present a real-world case study showing how we replaced and integrated a heavy-duty 4th-axis unit on a CNC machining center with a 1.4-meter travel. We dive into the technical reasoning and precision requirements behind each step, guiding you through the complete installation process and helping you understand the key principles of 4th-axis integration.
Why Replacing the 4th Axis Is Necessary: The Impact of Precision Degradation
The customer’s original 4th-axis rotary table had been in service for many years and had developed significant issues, including severe loss of repeatability, increased positioning errors, and brake system failure.
Once the precision of a 4th axis deteriorates, it directly leads to several machining problems:
• Amplified angular errors during multi-face machining
• Reduced surface quality of machined parts
• Increased vibration or wobble during long-part rotation
• Machine compensation unable to resolve the root cause of inaccuracy
Electrical Integration Test: Ensuring Compatibility Between the CNC and 4th Axis
All control cables must be connected, followed by electrical tests including rotation direction, speed response, brake engagement, and servo feedback.
Performing these checks in advance prevents issues such as mismatched parameters, unrecognized signals, or brake malfunction after installation.
| Worktable Flatness Preparation: The Foundation of High-Precision Installation The machine's worktable serves as the fundamental reference surface for all subsequent machining. To ensure accuracy, we carefully scrape the table surface with an oil stone to remove burrs, tool marks, tiny high spots, and machining debris. A clean and perfectly flat surface is the first and most critical step in maintaining the geometric accuracy of the newly installed 4th axis. |
 |
| Installing the Positioning Key: Ensuring the 4th Axis Returns to the Exact Reference After applying anti-rust oil to the base of the new 4th axis, a positioning key is installed. This small but essential component establishes a fixed reference between the rotary table and the machine table. It prevents positional shifts caused by long-term machining vibrations and allows the 4th axis to return to its original precise location even after future removal or maintenance. |
 |
Tailstock and 4th-Axis Positioning: Establishing a Complete Rotational Support System
The 4th-axis body and the tailstock must be placed on the machine table simultaneously. Initial measurements are taken to estimate the fixture plate location and the alignment of all contact surfaces. After cleaning the tailstock, we again use an oil stone to refine its mounting surface. This ensures that the center height of the 4th axis and tailstock are perfectly matched, providing balanced support for long workpieces during rotation and preventing vibration or runout caused by eccentric loading.
4th-Axis Parameter and Operation Testing
Before final tightening, we test all operating conditions of the 4th axis, including:
• Rotational speed
• Direction accuracy
• Brake positioning precision
• Smoothness of movement and absence of abnormal noise
These checks verify that the system is functioning correctly prior to final installation.
Parallelism Calibration: Maintaining Geometric Consistency with the CNC Machine
The rotational axis of the 4th axis must be perfectly parallel to the CNC machine’s Y-axis. Using a dial indicator, we perform multi-point measurements and repeatedly adjust until the deviation falls within the required tolerance. After tightening the mounting bolts, the calibration is performed once more to ensure no positional shift occurred during fastening.
Fixture Plate Installation
Before installing the fixture plate, both the machine table and fixture plate mounting surfaces must be rechecked with an oil stone to ensure flatness. Once the fixture plate is pre-mounted, we adjust four critical geometric parameters—concentricity, center height, parallelism, and perpendicularity. These precision alignments determine whether the 4th axis can reliably support workpieces and maintain accurate positioning during future machining operations.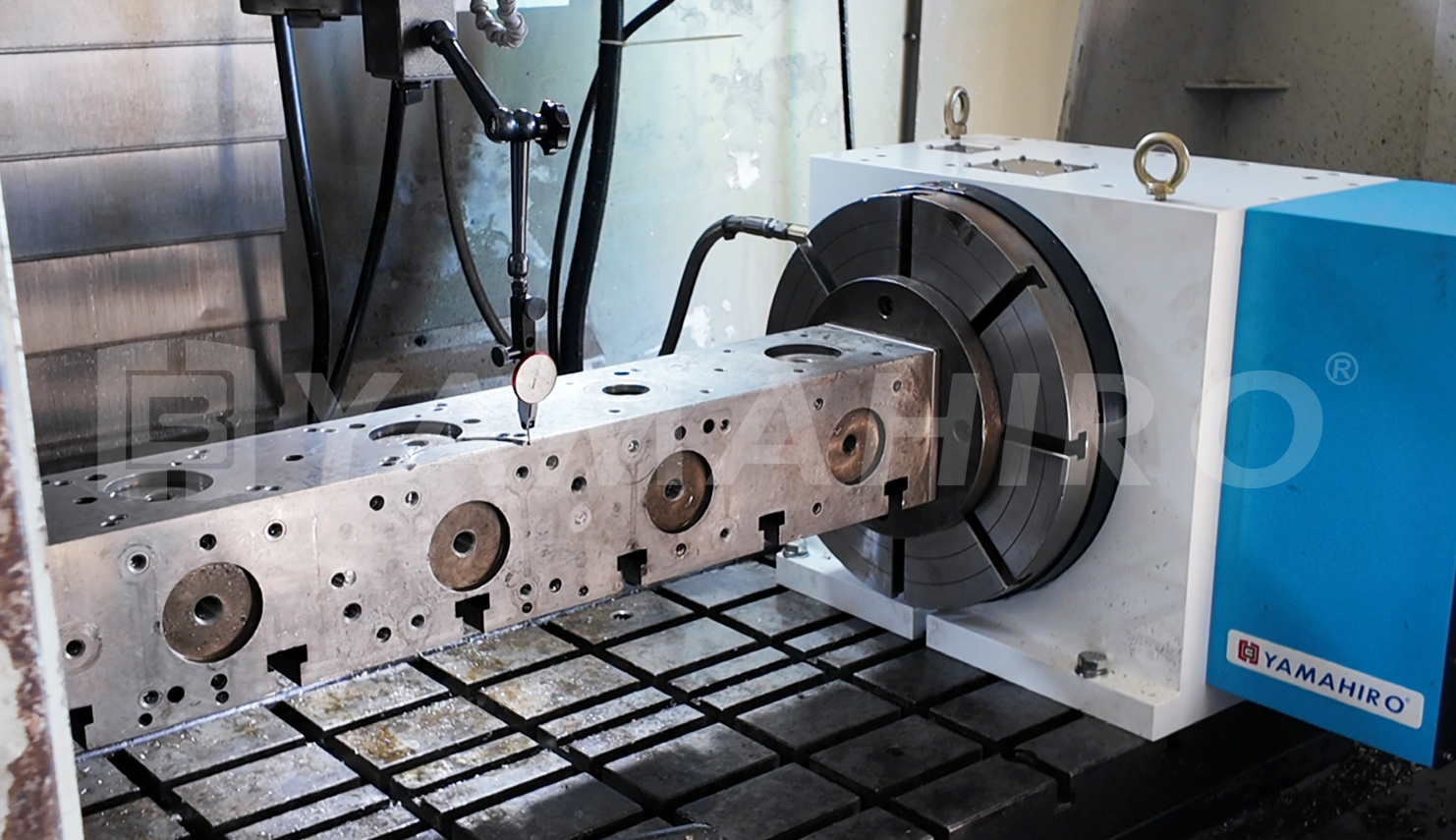
Test Run and Actual Machining: The Final Verification of the Entire System
After completing all precision adjustments, a full test run is conducted to verify system performance.
We ensure that the entire rotary table assembly operates smoothly, without abnormal noise, vibration, or irregular motion.
Once these conditions are confirmed, the integration of the large heavy-duty 4th axis is officially complete, and the machine is ready for real machining applications.
Conclusion: Installing a 4th Axis Is a Complete Precision Engineering Process
The installation of a 4th-axis rotary table is not simply a mechanical replacement—it is a comprehensive precision engineering task.
It involves evaluating worktable conditions, ensuring electrical compatibility, synchronizing hydraulic systems, performing geometric calibration across multiple axes, and adjusting fixture plate flatness and parallelism.
Every step must be executed correctly and every measurement verified to ensure that the CNC machining center can fully leverage the capabilities of the 4th axis.
When done properly, the machine achieves high precision, high efficiency, and exceptional stability across multi-angle and multi-face machining tasks.
If you are considering upgrading to a 4th axis, integrating a heavy-duty rotary table, or facing challenges in precision calibration, Herbao Machinery is ready to provide professional assistance and help you enhance your production capabilities.
Common Questions About Large 4th-Axis Installation (FAQ)
Q1:When should a 4th-axis rotary table be replaced?
A:A 4th axis will naturally wear over long-term use, leading to reduced repeatability, increased positioning errors, weakened brake performance, or abnormal noise.
If these issues begin to affect machining accuracy or can no longer be corrected through adjustment, replacement becomes necessary.
Q2:Why is it necessary to remove burrs and high spots on the worktable with an oil stone?
A:Any remaining metal chips or tiny high spots on the worktable can cause misalignment during installation.
This may lead to angular errors or parallelism issues during 4th-axis rotation.
Oil stone scraping ensures a smooth, accurate reference surface for installation.
Q3:What is a positioning key?
A:A positioning key is a reference slot or key used to lock the 4th axis into a precise mounting position.
It ensures that the rotary table returns to the exact same location after removal or maintenance, preventing positional drift caused by vibration or thermal deformation.
This greatly reduces recalibration time and improves machining consistency.
Q4:What happens if the center height of the 4th axis and tailstock does not match?
A:If their center heights are inconsistent, the workpiece will experience uneven forces during rotation, resulting in vibration, chatter, irregular tool marks, or even deformation.Therefore, precise measurement and alignment of center height are essential.
Q5:Is a test run required after installation?
A:Yes.
A test run checks for abnormal noise, binding, vibration, or delayed hydraulic response.
It ensures the entire system is functioning correctly before real machining begins.
Q6:What machining benefits does a 4th axis provide?
A:Installing a 4th axis significantly enhances:
• Multi-angle machining flexibility
• Capability for spherical, angled, and curved-surface machining
• Machining speed and efficiency in multi-face operations
• Workpiece consistency
• Overall production throughput
Herbao Machinery continues to drive technology innovation, providing professional and reliable machining solutions.
If you have any technical questions or application challenges, feel free to contact us anytime!